




Nanchang Mineral Systems is an excellent global manufacturer of high-end crushing and screening equipment systems and a full-industry chain operator of general contracting for mine processing. It is established in South Africa, Malaysia, Australia and India. Overseas branches and end users are found in mining, hydropower, nuclear power, stone, building materials, chemical industry and other industries home and abroad.
 2020.06.28
2020.06.28
Project Name: Karachi Nuclear Power Plant 2×500 t/h Aggregate Project
Location: Karachi, Pakistan
Mine: sandy limestone, bulk density: 1.7 t/m3 (solid state), particle size: ≤700mm
Capacity: 2 x 500 tons/hour
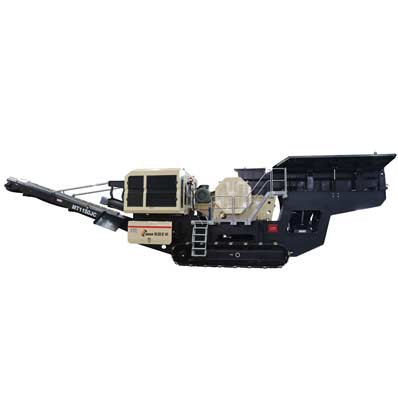
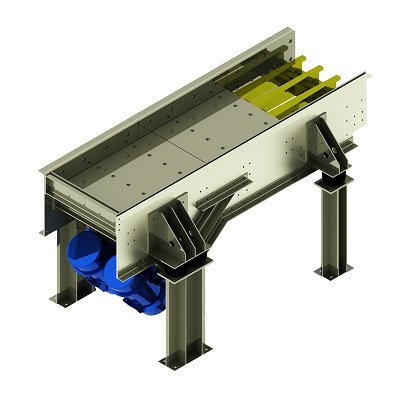
Main Equipment: two JC jaw crushers, two CC cone crushers, four VS vertical shaft crushers, six YKR circular vibrating screens, two ZKR linear vibrating screens, two FX pneumatic screeners and other supporting facilities for system operation
Technological Process: jaw crushing→medium cone crushing→desilting screening→semi-finished product stockpiling→fine cone crushing→vertical shaft sand making→finished product screening→boulder finished flush screening→boulder finished product stockpiling; small pebbles and sand merged into finished product for screening → small pebble product flush screening → small pebble finished product stockpiling; middle sand finished product → powder selection system → sand washing machine → dewatering screen → medium sand material stockpiling.
About the Project
The project had extremely high requirements for product gradation, mud content and powder content, all in accordance with nuclear power quality standards. According to the arrangement of the construction schedule of the project, the demand for concrete would increase, and the maximum monthly strength would exceed 50,000 cubic meters. Therefore, the production capacity of sand and stone processing needed to be increased accordingly, and the required capacity increase ratio would be 50%. The location of the mine source was located in a high-risk area, more than 50 kilometers away from the processing system, so the mining of the crude ores required the use of a quartering hammer instead of traditional blasting, which posed a serious challenge to ensure the quality and supply of raw materials.
To this end, NMS established a multi-channel inspection area, strictly implemented the reward and punishment system, and innovated management to ensure the qualification of the raw materials for processing. The lack of water on the construction site and gale-force winds (over 7 or 8) all year round posed a challenge for dust control in production and processing, so NMS adopted multiple measures such as dry dust collection, wind barriers and local water mist dust reduction to meet the dust control requirements on the construction site. NMS was responsible for the process design, construction and operation of the project, as well as the application and maintenance of equipment. At the same time, the flushing sewage of the finished aggregates and machine-made sands was effectively concentrated and precipitated by the thickener, resulting in a recycling rate of waste water exceeding 92%, which solved the dual problems of local water shortage and high quality requirements.


 Previous:Magou 3000 t/h Aggregate Project in Queshan County, Henan Province
Previous:Magou 3000 t/h Aggregate Project in Queshan County, Henan Province
Next:2500 t/h Aggregate Project by Coking Coal Group under HECEG





 Language
Language
 中文
中文 English
English Español
Español South Africa
South Africa
 Limestone Mining Project")
")




